 English
English 简体中文
简体中文

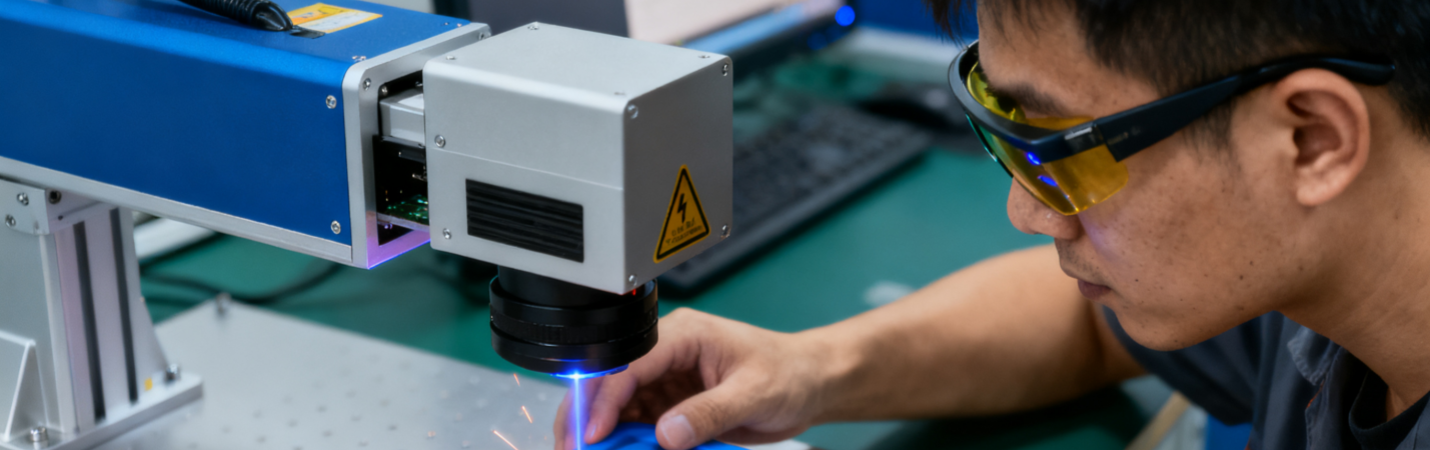

How efficient is the handheld laser welding machine?
The efficiency of handheld laser welding machines can be evaluated from multiple angles, and they are generally considered highly efficient for specific applications, but with important caveats. They are not a one-size-fits-all replacement for traditional welding.Here’s a breakdown of their efficiency across different metrics:1. Operational & Production Efficiency (VERY HIGH)Speed: Laser welding is significantly faster than TIG (argon arc) and often faster than MIG welding for long, continuous seams. The beam travels quickly, and there's no need for a filler rod in many applications.Reduced Post-Processing: The weld seam is typically smooth, beautiful, and with minimal spatter. This drastically reduces or even eliminates the need for grinding, polishing, and cleaning, saving massive amounts of labor time.Ease of Use: After initial parameter setting, operation is relatively simple. The learning curve is much shorter than for skilled TIG welding.Accessibility: The handheld design allows for welding in complex positions, corners, and large workpieces that are difficult or impossible to move to a stationary welding workstation.2. Thermal & Energy Efficiency (HIGH)Low Heat Input: Laser welding is a low-heat-input process. It concentrates intense energy into a tiny spot, minimizing the Heat-Affected Zone (HAZ). This means:Less Distortion/Warping: Workpieces, especially thin sheets, retain their shape.Material Savings: Less waste from warped parts.Energy Focus: More of the electrical energy is used to create the weld pool rather than heating the entire part. However, the wall-plug electrical efficiency of the laser source itself (fiber laser) is already good (~30-50%).3. Material & Versatility Efficiency (GOOD, but with Limits)Thin Materials: Extremely efficient for welding thin sheets (stainless steel, carbon steel, aluminum) where TIG might burn through and MIG is too heavy.Dissimilar Metals: Can efficiently join certain dissimilar metals (e.g., copper to brass, stainless to carbon steel) that are challenging for traditional methods.Limitations:Gap Tolerance: Very Low. Joint fit-up must be nearly perfect (gaps typically < 0.2mm). Poor fit-up leads to holes and defects. Traditional welding is much more forgiving.Material Thickness: Best for sheets and parts from 0.5mm to about 5mm (with multiple passes, some high-power machines can handle up to 10-12mm, but it becomes less efficient). For very thick structural steel, stick or submerged arc welding is still king.Reflective Metals: Welding pure copper or aluminum initially can be tricky due to reflectivity, requiring specific parameters or wavelengths.4. Cost Efficiency (DEPENDS ON APPLICATION)Upfront Cost: LOW Efficiency. The initial investment for a quality handheld laser welder (1KW-3KW common range) is much higher than a traditional welding machine.Running Costs: MEDIUM to HIGH Efficiency.Power Consumption: Often lower than traditional welders during operation because work is done faster.Consumables: Massive Savings. No need for shielding gas cylinders (uses small amounts of argon/ nitrogen), no tungsten electrodes, no MIG wire (unless used with filler), and no contact tips.Labor Cost: HIGH Efficiency. One operator can produce more finished work in less time with less skill required for a "good-looking" weld.Return on Investment (ROI): Can be very fast in a high-mix, small-batch production environment (like metal fabrication shops, kitchen equipment, decorative metalwork, repair shops) where the reduction in post-processing time is the biggest financial gain.5. Weld Quality Efficiency (HIGH for the Right Joint)Strength: Produces deep, narrow welds with excellent strength.Consistency: Once parameters are set, repetitive welds are highly consistent.Precision: Unmatched for precision work on small components.Summary: Efficiency VerdictHandheld laser welding is extremely efficient when used for its intended purposes:Joining thin materials with tight fit-ups where aesthetics and minimal distortion are critical, and in job-shop environments with varied products.Inefficient Applications:Heavy structural steel fabrication (I-beams, shipbuilding).Repairing parts with poor fit-up or large gaps.High-volume, single-product lines where a dedicated automated station would be faster.Outdoor or windy environments (shielding gas can be blown away).Final Analogy: It's like a surgical scalpel compared to the robust tools of traditional welding (TIG=Meticulous paintbrush, MIG=Reliable glue gun, Stick=Rustic chisel). The scalpel is incredibly efficient for precise surgery but terrible for chopping wood.Key Question for Purchase: If your business spends more time grinding and polishing welds than actually making them, a handheld laser welder will likely be a game-changer in efficiency.
Read more
